在SMT(表面贴装技术)电子净化车间中,回风系统承担着维持洁净环境、控制温湿度及粒子浓度的核心任务。传统定频回风系统通过固定转速运行,虽能满足基础洁净需求,但存在两大痛点:
1.能耗浪费:定频风机始终全速运转,即使车间负荷降低(如夜间低产时),仍持续消耗高电量;
2.环境波动:定频系统无法动态响应温湿度变化,易导致车间环境参数超标,影响贴片精度与产品良率。
据统计,回风系统能耗占SMT车间总用电量的30%-40%,而变频技术可通过按需调节风量,实现15%-30%的节能率。本文将深入解析从定频到变频的技术升级路径,为净化工程公司提供可落地的改造方案。
技术解析:变频回风系统的核心升级点
1.变频驱动替代定频控制
定频系统局限:采用三相异步电动机+工频电源,风机转速恒定(通常2900rpm),通过风阀开度调节风量,但风阀阻力导致约30%的能量损耗。
变频升级方案:
安装变频器(如ABB ACS550系列),将工频电源转换为可调频率(0-50Hz),实现风机转速无级调节;
搭配压力传感器或温湿度传感器,实时监测回风管道静压或车间环境参数,自动调整风机频率。
案例:某手机SMT车间改造后,风机转速从2900rpm降至2200rpm(负载率60%),功率降低至原值的52%(风机功率与转速立方成正比)。
2.智能控制策略优化
PID闭环控制:通过传感器反馈数据,变频器内置PID算法自动修正频率,使回风压力或温湿度稳定在设定值(如±0.5℃)。
分时段运行模式:
高峰生产期:维持90%-100%负载,确保洁净度与温湿度达标;
低谷维护期:降频至50%-60%负载,减少无效能耗;
停机待机期:风机进入休眠模式,仅保留最小通风量。
数据:某汽车电子SMT车间实施分时段控制后,年节电量达48万kWh,相当于减少CO₂排放384吨。
3.系统匹配性设计
风机选型:根据车间体积、换气次数(通常20-30次/h)计算所需风量,选择与变频器匹配的风机型号(如后倾式离心风机,效率比前倾式高5%-8%)。
过滤系统协同:变频运行需配合高效过滤器(如H13级HEPA),避免因风量降低导致过滤器容尘量下降过快。
管网优化:减少回风管道弯头、变径等局部阻力,确保变频后风量分配均匀。
改造实施步骤与效益量化
实施步骤
1.现状评估:测量定频系统能耗、环境参数波动范围;
2.设备选型:选择兼容现有电机的变频器及传感器;
3.安装调试:完成变频器接线、传感器布点及PID参数整定;
4.验收测试:对比改造前后能耗、环境稳定性及产品不良率。
效益量化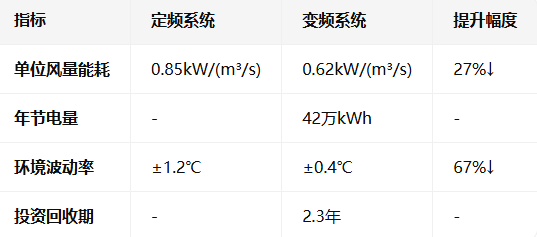
福建永科结语
从定频到变频的技术升级,不仅是回风系统能效的跃升,更是SMT车间向智能化、低碳化转型的关键一步。通过变频驱动、智能控制与系统协同设计,企业可实现:
直接效益:降低运营成本,提升投资回报率;
间接效益:稳定生产环境,减少因环境波动导致的产品返工;
社会效益:响应“双碳”目标,树立绿色制造标杆。
未来,随着AI算法与物联网技术的融合,变频回风系统将进一步向自适应学习与预测性维护演进,为SMT电子净化车间创造更大价值。净化工程公司应抓住这一技术窗口期,助力客户构建高效、稳定、可持续的洁净生产环境。